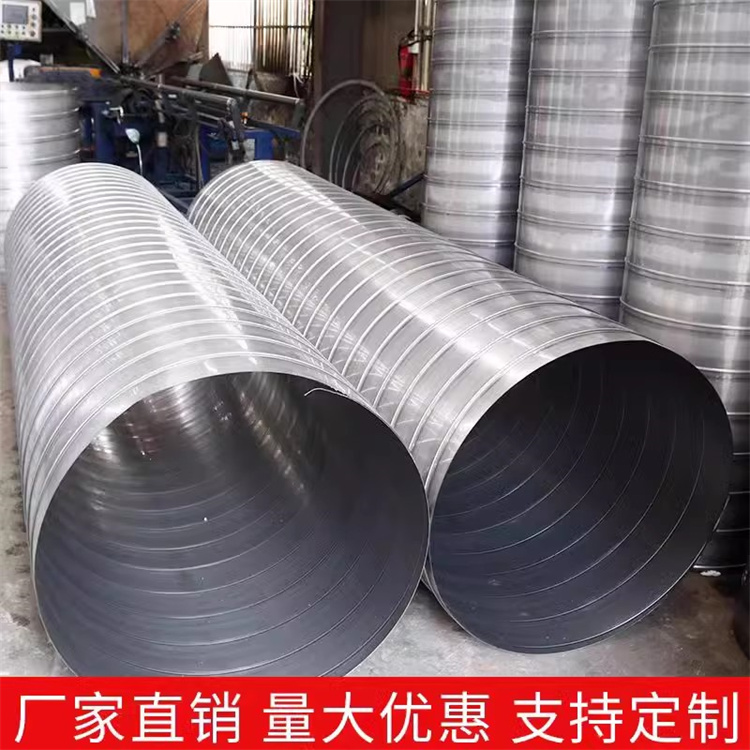
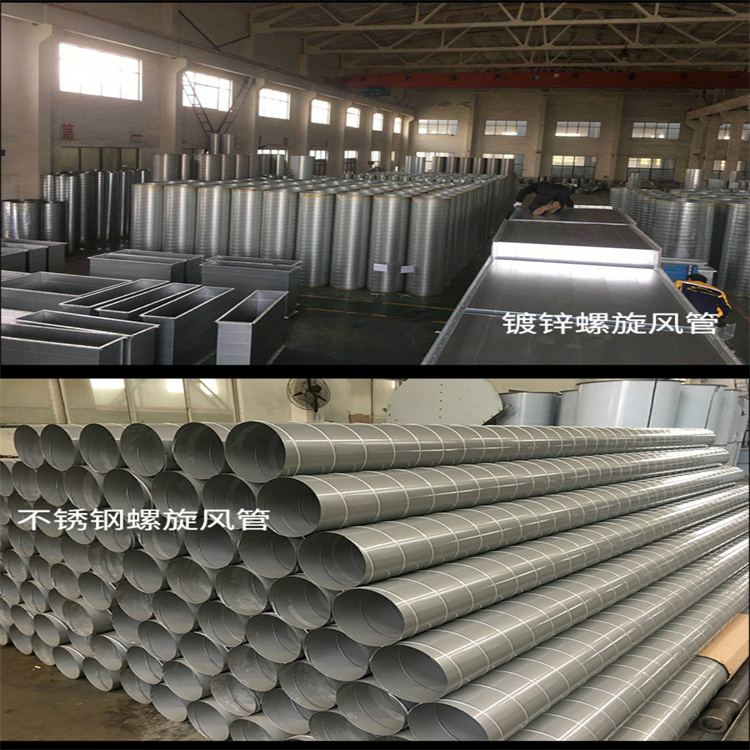
簡述鍍鋅螺旋(xuán)風管加工
2025-02-14 15:58:54 點擊:
鍍鋅螺旋風管加工的相關介紹如下:
加工工藝流程
材料準備:選擇合適厚度的鍍鋅(xīn)鋼板,常用厚度在 0.4mm-1.2mm。檢查材料的質量,確保(bǎo)鍍鋅層完整(zhěng)、無劃(huá)痕、無鏽蝕等缺陷(xiàn)。
切(qiē)割下料:根據設計尺寸和規格,使用切(qiē)割機將鍍鋅鋼板切割成合適的長度和寬度。切割時要注意切割麵的平整度和垂直度,避免出現毛刺和缺口。
卷板成(chéng)型:將切割好的(de)鍍鋅鋼板放入螺旋風管機(jī)中,通(tōng)過機器的(de)旋(xuán)轉和擠壓作用,將(jiāng)鋼板卷成螺旋狀的風管(guǎn)。在(zài)卷板過程中,要調整好機器的參數,保證風管的直徑、螺距和圓度符合設計要求。
咬口連(lián)接:采用咬口工藝將風管(guǎn)的邊緣(yuán)連接在一起,形(xíng)成密封的管道。常見的咬口形(xíng)式有單咬口、聯合角式咬口等。咬口時要確保咬口的寬度和深(shēn)度均勻一致,咬口處無裂縫和鬆動。
法蘭安裝:根據風管的連接方式,選擇合適的法蘭進行安裝。法蘭與風管的連接(jiē)可以采用鉚接(jiē)或焊接(jiē)的方式。鉚接時要注意鉚釘的間距和數量,焊(hàn)接時要(yào)控製好焊接溫度和速度(dù),避免出現焊接(jiē)變形和氣(qì)孔。
加固處理:對於大直徑或長距離的風管,需要進行加固處理,以提高(gāo)風管的強度和穩定性。加固方式有角鋼加固、扁鋼加固等。
表麵處理:對鍍鋅螺旋風管加工完的產品進行表麵清潔,去除(chú)油汙、灰塵和雜物。根據使用環境和要(yào)求,可對(duì)風管表麵進行噴塗防腐漆或(huò)鍍鋅層修複等處理(lǐ)。
質量檢驗:對風管的尺寸(cùn)、圓度、平整度、咬口質量、法(fǎ)蘭連接等進行全麵(miàn)檢查,確保符合設(shè)計(jì)和規範要(yào)求。還(hái)需進行漏光檢測或漏風檢測,檢查風管的密封性。
加工設(shè)備
螺旋風管機(jī):是加工鍍鋅螺旋(xuán)風管的核(hé)心設備,可將鍍(dù)鋅鋼板卷製成螺旋狀的風管(guǎn)。有全自動和半自動之分,全自(zì)動螺旋風管機自動化程度高,生產效率快,加工(gōng)精度(dù)高。
切(qiē)割機:用於切割鍍(dù)鋅鋼板,常用的有(yǒu)等離子切割機(jī)、激光切割機等(děng)。等離子切(qiē)割機切割速(sù)度快,切割麵平整;激光切割機切割精度高,可切割複雜形狀的板材。
 咬口機:用於製作風管的咬口連接,能根據不同的咬口形式進行調(diào)整和加(jiā)工。
咬口機:用於製作風管的咬口連接,能根據不同的咬口形式進行調(diào)整和加(jiā)工。
法蘭成型機:可將角鋼或(huò)扁鋼加工成所需的法蘭形狀和尺寸(cùn),提(tí)高法蘭的加工精度和效率。
電焊(hàn)機:用於風管的焊接連接,如法蘭與風(fēng)管(guǎn)的焊接、加固件的(de)焊接等。常見的有手工電弧焊機、氣體保護焊機等。
其他輔助設備:如卷板機、剪板機、壓筋機、倒角機等(děng),可對鍍鋅鋼板進行預處理和加工,提高風管的加(jiā)工質量和效率。
- 上一篇(piān):鍍(dù)錫與鍍鋅螺旋風管加工後密封性誰更優(yōu)? 2025/2/14
- 下一篇:鍍鋅螺(luó)旋(xuán)風管的日常維護方法有哪些? 2025/2/13